
Industry 4.0 in India
This essay explores the application of industry 4.0 in the automotive industry in India through the lens of one particular factory.
Industry 4.0 in India
Digitization and Internet of Things (IoT) are bringing about a new wave of industrial revolution by allowing devices to talk directly to each other over the Internet and thereby introduce operational efficiencies unseen in the past. This aspect, known as Industry 4.0, presents tremendous scope for improvements in the supply chain management process of almost any industry. “Industry 4.0 has many facets to it including the upcoming trend of automation and data exchange in manufacturing technologies, cyber-physical systems, the Internet of things, cloud computing and lot more.”1 This paper focuses specifically on its impact on the automotive sector in India. There are two reasons this topic is relevant. First, “the Indian automotive sector, given its potential contribution to GDP and employment, presents a significant opportunity to be one of the biggest growth drivers for the economy.”1 Secondly with the new government’s “Make in India” initiative and GST, more and more factories are incentivized to move base to India and ultimately contribute to this boost. “By 2020, India is expected to become a major automobile manufacturing hub and the third largest market for automobiles in the world contributing approximately 25 percent of the GDP. With this vision, the massive expansion in the Indian automobile industry makes the country ready for the era of “Industrial Revolution 4.0” where manufacturing process can be integrated with growth drivers of Industry 4.0 and capitalize on the opportunity presented to Indian automotive market.”
One of the first few factories in India to recognize this trend and respond to the need of the hour was Mahindra Vehicle Manufacturers, in their plant in Chakran, Pune, India. “The need for manufacturing organizations to be hyper-efficient while providing extreme flexibility with mass production capabilities for individual customization is driving companies to consider “factory of the future” initiatives.” The technology was enabled using Cisco’s connected network architecture. “Key enablers to making the factory of the future work is the need to connect all the disparate applications that exist within the factory, allowing a seamless transfer of data throughout the factory to the applications that need the data. The data moves seamlessly from the shops to the local datacenter, and is also shared between shops for production sequence broadcast, etc.”2 There were 3 key components to the execution:
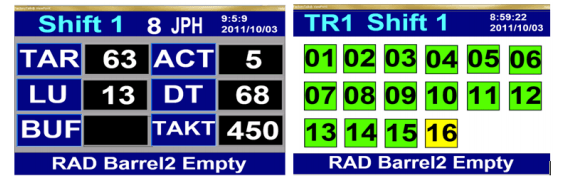
- Data Visualization – current state of devices and factory processes were shown on “Andons Displays” as seen in Figure 1 and provided live feedback on performance.
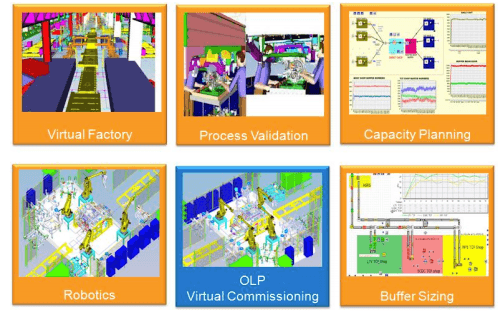
- Digital Manufacturing – this setup allowed the factory to “digitally simulate the manufacturing process with “What If” scenarios and alternative thinking for optimal, frugal facilities, tools and equipment procurement, as well as proactive clearance and interference analysis.”2 Figure 2 shows use cases in which digital manufacturing was used.
- Floor Control Network – The entire factory was connected to the internet through LAN, that was setup using an extensive floor plan. “Industrial Ethernet was selected as the de facto backbone for the entire plant and the entire campus spread over 280 acres.”2 In addition to that, “wireless technology has been used in the real-time production (within the control loop) for frame and chassis carriers and coordinated union in the final assembly area. Wireless controls were deployed for conveyor controls, automated storage-retrieval systems (ASRS) stacker operations.” 2
As a result of this setup, the factory was able to achieve operational efficiencies through better ability to drill down to issues. They were also able to improve quality because of the ability to “track the manufacturing process in real time leading to early identification of issues, faster analysis and rectification backed by easier data collection”2 Something the factory can do better is creating intelligence from the connected machines and data flow. Right now the data is being used in a more informational and managerial way, but using that to make predictions on situations that might arise and plan for them would position the plant to really take advantage of such a connected setup and all the information flowing through it.
Despite all the success and promises from the “factory of the future” some challenges and questions remain to be tackled – What implication does this have on the workforce of the factory? – The way the factory is setup, it still requires a lot of manual intervention and management from an expert. How should the factory hire and train its workforce to do so? How scalable is that model? Or do we need to come up with technology to intelligently manage these connected devices and eliminate the need for a person altogether? How far are we away from that reality and what do we do in the meantime?

“The combination of technology, business process and company culture is key to success, and requires considerable effort to drive through the change required to achieve a factory of the future.”2
References
“India’s Readiness for Industry 4.0”. 2017. Grantthornton.In. http://www.grantthornton.in/globalassets/1.-member-firms/india/assets/pdfs/indias_readiness_for_industry_4_a_focus_on_automotive_sector.pdf.
“Designing and Implementing the Factory of the Future at Mahindra Vehicle Manufacturers”. 2017. Cisco.Com. https://www.cisco.com/c/dam/en/us/solutions/collateral/industry-solutions/idc-manufacturing.pdf.
Very interesting concept. I wonder how much of this technology is truly new and unique to the technologies mentioned above and how much has been implemented in potentially slightly less sophisticated ways. Essentially, I wonder the incremental efficiency from these technologies relative to the cost of implementation and labor intervention you mention. I wonder if there is value in testing an Industry 4.0 factory against one of its less technologically advanced peers to gauge the true cost-benefit trade-off.